Automobile engine Crankshaft production


The production of an engine crankshaft is a complex process that involves several stages of material preparation, machining, heat treatment, and precision testing. The crankshaft is one of the most critical components in an internal combustion engine, converting the linear motion of pistons into rotational motion. Here’s a detailed overview of the crankshaft production process:
1. Design and Engineering
- CAD Design: Engineers design the crankshaft using computer-aided design (CAD) software, taking into account factors like stroke length, journal size, counterweights, and the number of cylinders.
- Material Selection: Crankshafts are typically made from forged steel, cast iron, or even billet steel in high-performance applications. The material choice depends on the engine’s application and performance requirements.
2. Forging or Casting
- Forging (for high-strength crankshafts): Forged crankshafts are formed by heating a billet of steel and pressing it into a rough shape using a forging press. This process aligns the grain structure of the metal, making the crankshaft stronger and more durable.
- Casting (for less demanding applications): In this process, molten metal is poured into a mold to create the rough crankshaft shape. Cast iron crankshafts are cheaper to produce but are less durable than forged counterparts.
- Billet Machining: For high-performance or custom engines, crankshafts can also be machined from a solid block of steel (billet). This process offers the highest level of strength and precision but is more expensive.
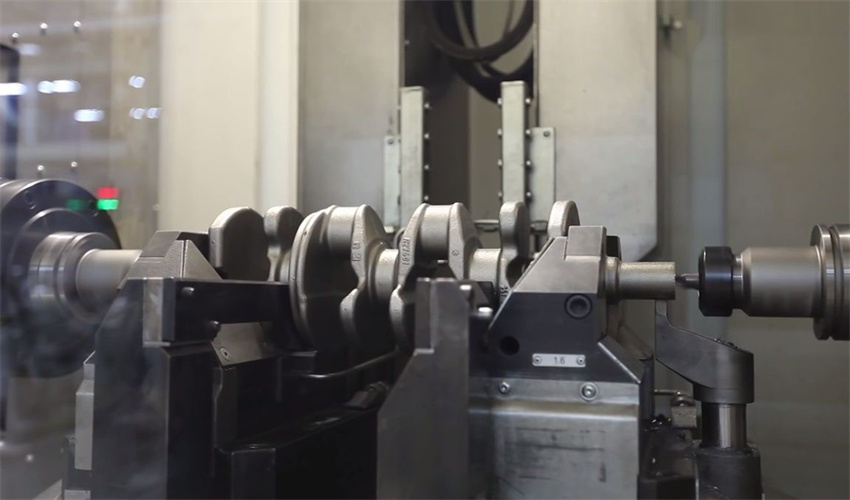
3. Rough Machining
- Turning: In the rough machining stage, the crankshaft undergoes turning operations to remove excess material and create the basic shape. This includes the journals (where bearings will sit) and crankpins (where the connecting rods attach).
- Facing and Centering: Both ends of the crankshaft are faced (made flat) and centered to prepare for further machining operations.
4. Heat Treatment
- Hardening: To increase strength and wear resistance, the crankshaft undergoes heat treatment. The process often involves heating the metal to a high temperature and then rapidly cooling it (quenching) to harden the surface.
- Induction Hardening: A common technique for hardening crankshaft journals and crankpins is induction hardening. In this process, an electromagnetic field heats specific areas (like bearing surfaces), and then those areas are quickly quenched. This creates a hardened surface while maintaining a ductile core.
- Stress Relieving: After hardening, the crankshaft may undergo stress-relieving heat treatments to reduce internal stresses caused by machining or heat treatment.
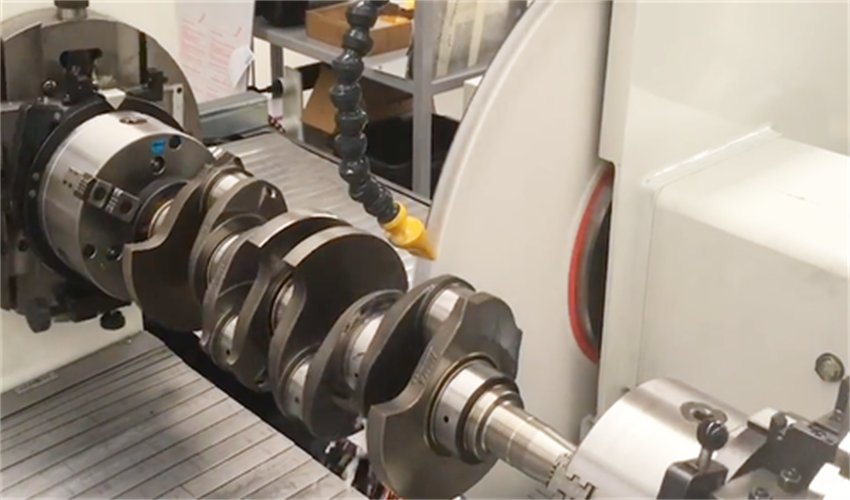
5. Precision Machining
- Grinding: After heat treatment, the crankshaft is precision-ground to achieve the final dimensions. This involves grinding the main and rod journals to exact tolerances, ensuring a smooth surface finish and accurate fit with bearings.
- Polishing: The journals and crankpins are then polished to remove any microscopic imperfections, improving durability and reducing friction. This step is critical for ensuring the longevity of the crankshaft and smooth engine operation.
6. Balancing
- Dynamic Balancing: The crankshaft is balanced to ensure even weight distribution across all rotating parts. Imbalances can lead to excessive vibration and premature engine wear. Weights may be added or removed from the crankshaft’s counterweights to achieve proper balance.
7. Surface Treatments
- Nitriding: In some cases, crankshafts undergo nitriding, a process that diffuses nitrogen into the surface of the steel to further increase hardness and wear resistance.
- Shot Peening: This process involves blasting the surface with small steel balls to create a layer of compressive stress, which enhances fatigue resistance.
8. Inspection and Testing
- Dimensional Inspection: Precision measuring tools are used to ensure the crankshaft’s dimensions, including journal diameters, stroke length, and overall geometry, meet specifications.
- Magnaflux Testing: The crankshaft may undergo magnetic particle inspection (Magnaflux) to detect any cracks or defects in the material that could compromise its strength.
- Ultrasonic Testing: In some cases, ultrasonic waves are used to check for internal defects within the crankshaft.
9. Final Assembly and Quality Control
- Final Inspection: The crankshaft undergoes a final inspection for straightness, dimensional accuracy, and surface finish quality.
- Oil Passages: The oil passages are checked and cleaned to ensure proper lubrication during engine operation.
- Packaging: After passing all quality checks, the crankshaft is coated with rust-preventive oil and securely packaged for shipping or assembly in an engine.
Conclusion
The production of a crankshaft is a highly specialized process involving advanced materials, precision machining, and rigorous testing to ensure reliability and performance. Given its critical role in engine operation, every step of the process is carefully controlled to meet strict engineering and quality standards.