Automobile engine production

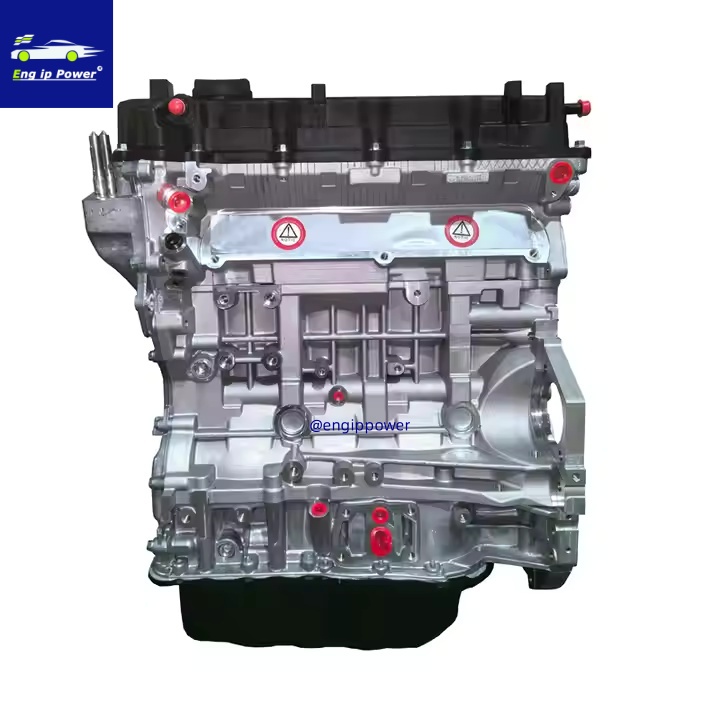
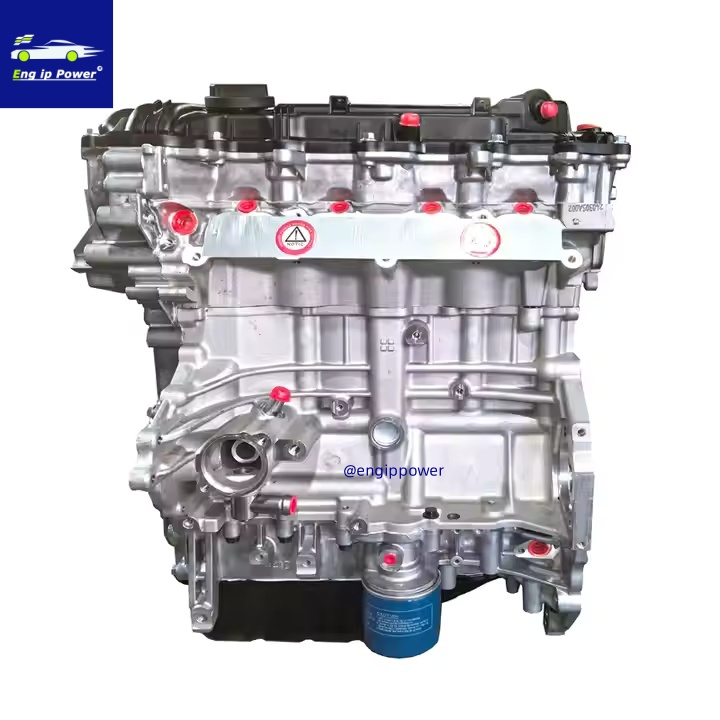
The production of an automobile engine long block involves several detailed steps, from the casting of major components to final assembly. A long block engine includes the engine block, crankshaft, pistons, cylinder heads, camshaft, and valve train components but excludes accessories like the intake manifold, alternator, and water pump. Here's an overview of the typical production process for a long block engine:
1. Casting and Forging
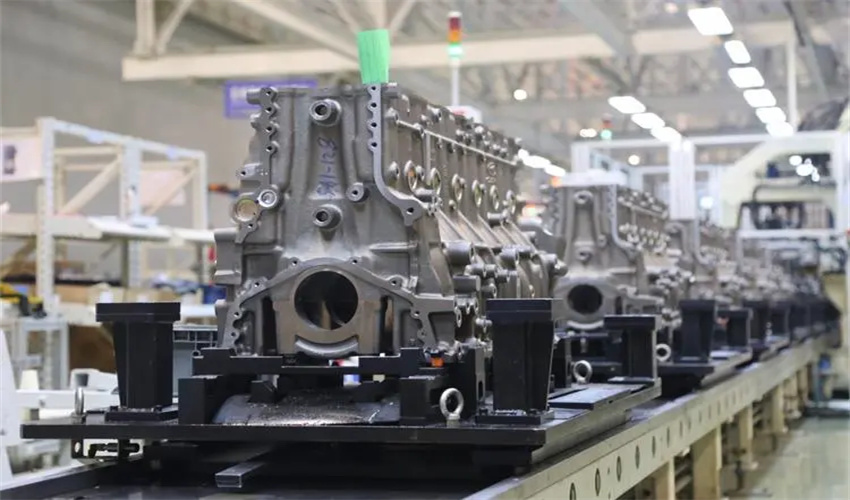
Engine Block and Cylinder Head Casting: The engine block and cylinder head are typically made from cast iron or aluminum. The metal is melted and poured into molds to form the required shapes. After cooling, the casting is removed from the mold, and any excess material (like casting flash) is trimmed away.
Forging Crankshaft and Connecting Rods: These components are typically made from forged steel to withstand high pressures and forces within the engine. Forging provides added strength by shaping the metal under high pressure.
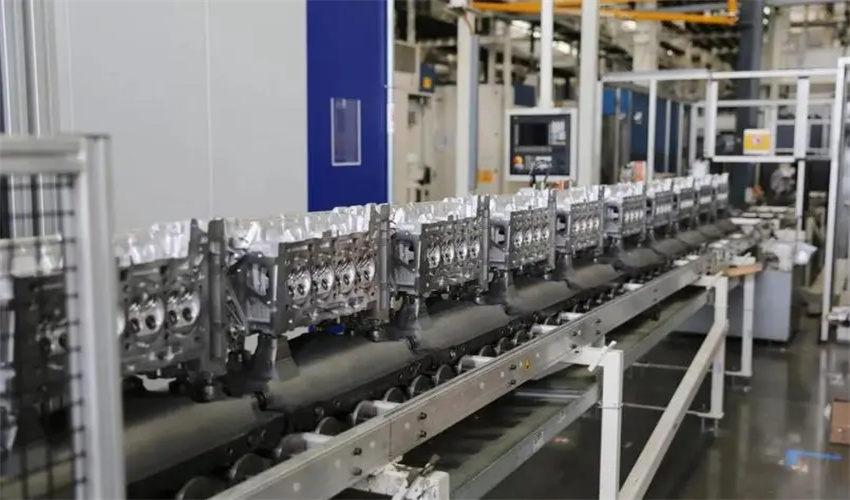
2. Machining
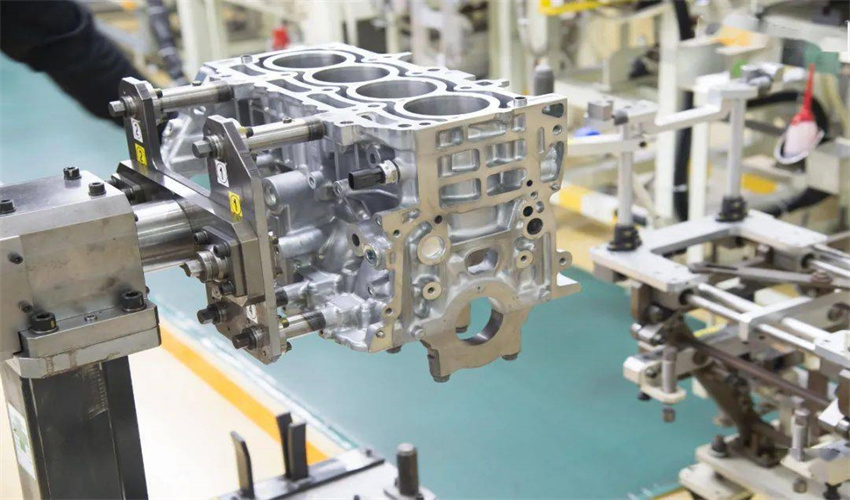
Block and Head Machining: The cast block and head are machined to precise tolerances. This involves drilling for cylinders, oil passages, and bolt holes, as well as honing cylinder walls to create smooth surfaces for piston movement. Critical surfaces, such as the deck (where the cylinder head attaches to the block), are machined flat.
Crankshaft Machining: The crankshaft is machined to create the bearing surfaces and journals. It’s then balanced to ensure smooth engine operation.
3. Component Preparation
Pistons, Rings, and Connecting Rods: Pistons and rings are precision-machined. Piston rings are typically produced from steel or cast iron and are essential for sealing the combustion chamber. The connecting rods are attached to the pistons via wrist pins.
Camshaft: The camshaft, responsible for opening and closing the engine’s valves, is also machined and sometimes assembled with camshaft bearings if applicable.
4. Sub-assembly
Crankshaft Installation: The crankshaft is installed in the block, with bearings placed in between to allow smooth rotation. The connecting rods and pistons are then attached to the crankshaft.
Piston and Rod Assembly: The pistons, with rings and connecting rods attached, are installed into the engine block. The connecting rods are then bolted to the crankshaft journals.
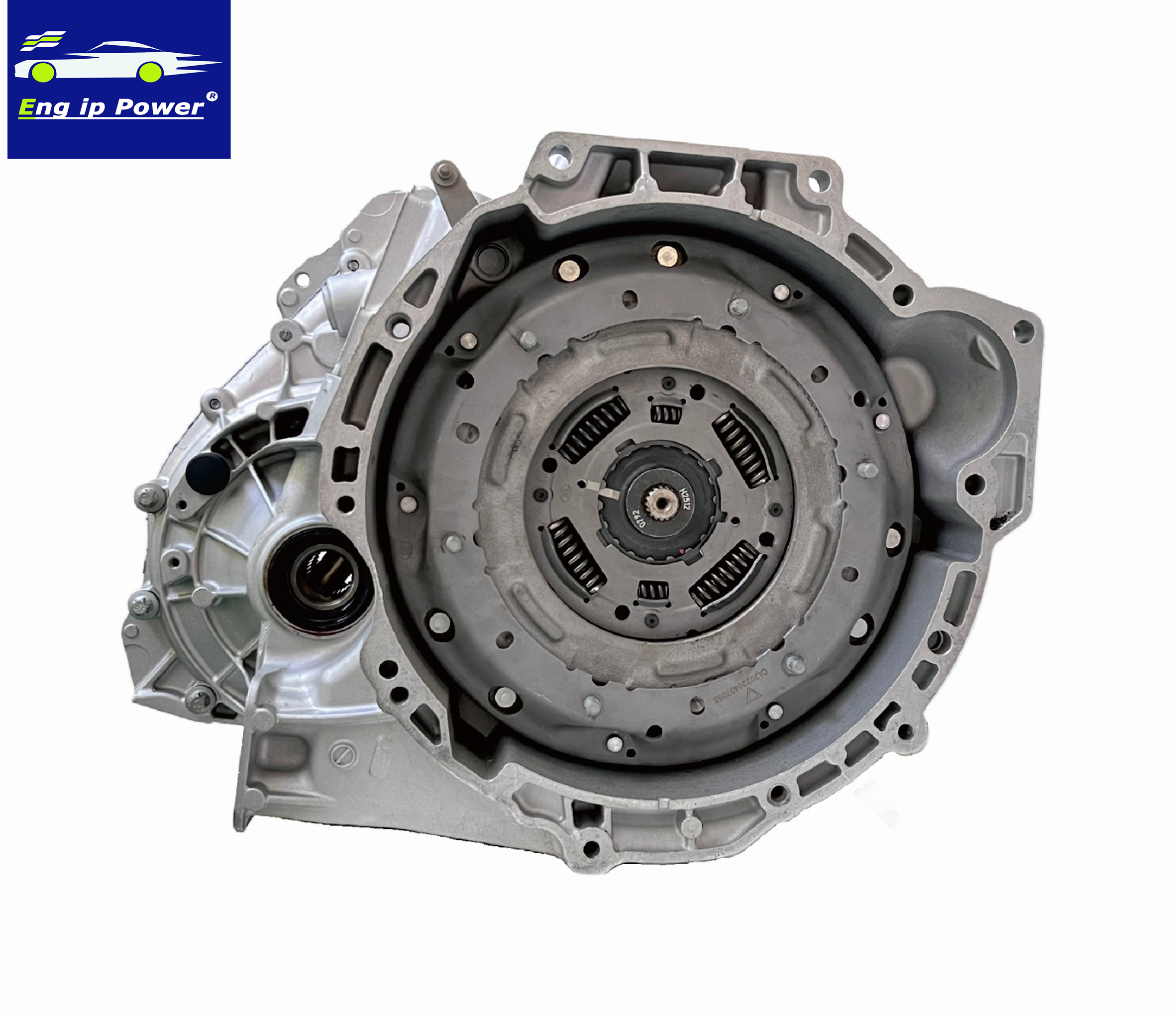
Cylinder Head Assembly: The cylinder head is pre-assembled with the camshaft (if it's an overhead cam engine), valves, springs, and retainers. Once ready, the head is bolted onto the block, sealing the combustion chambers.
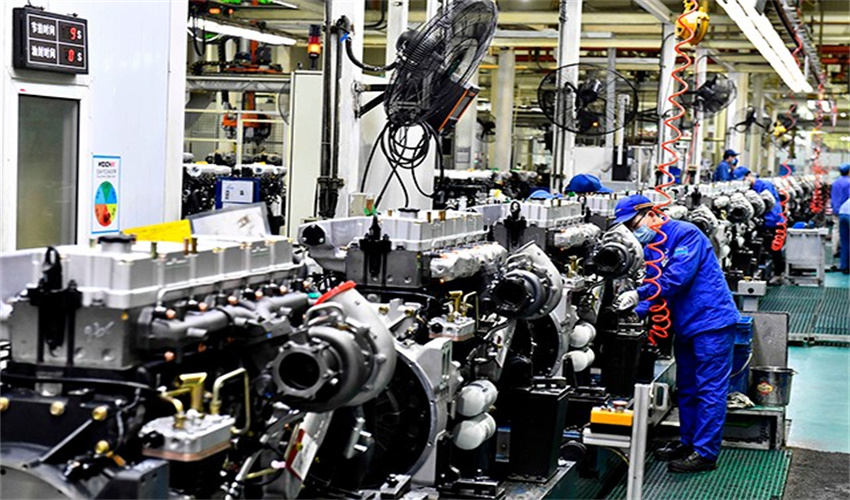
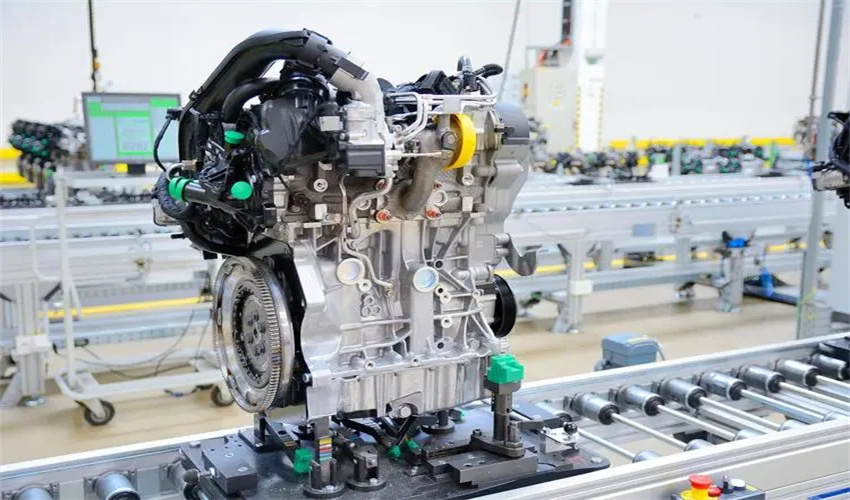
5. Final Assembly
Timing System Installation: The timing chain or belt, which synchronizes the rotation of the crankshaft and camshaft, is installed along with tensioners and guides.
Seals and Gaskets: Oil seals and gaskets are applied to ensure airtight and watertight seals between components like the head and block.
Oil Pan Installation: The oil pan is attached at the bottom of the engine block to hold engine oil.
6. Quality Control
Testing and Inspection: Each long block undergoes quality checks. This might include pressure tests for leaks, dimensional inspections to confirm machining accuracy, and sometimes a brief run test to ensure basic functionality.
7. Packaging and Distribution
Once assembled and inspected, the long block is packaged for shipping. It’s often wrapped in protective materials to prevent damage during transport to car manufacturers or parts distributors.
This process requires high levels of precision and specialized equipment, as well as strict adherence to quality standards to ensure reliability and performance.